Angebote
Optimierung
von Kühl- und Wärmeübertragungsanlagen hinsichtlich 42. Betriebs-Immissionsschutz-Verordnung (Betreiben von Verdunstungskühlanlagen)
Umrüstung bestehender Anlagen.
Innenreinigung von Kühlwalzen, Tischkühler, Plattenwärmetauscher, Abgaswärmetauscher und Rohrsysteme.
Druck- und Dichtigkeitsprüfungen bis 10 bar.
Desinfektion von Kühlkreisläufen.
Innenreinigung von wassergekühlten Werkzeugbaugruppen.
Herstellung von Umwälzwasser nach VdTÜV-Merkblatt Technische Chemie 1466.
Aufarbeitung von Abgaswärme-tauscher
Austausch des Wassermoduls
Druckprüfung
Gewährleistung
Fahrzeugkühler LKW/PKW/Traktoren
Entschlammung
Entkalkung
Dichtigkeitsprüfung
Aufarbeitung von Tischkühler
Lamellenreinigung
Innenreinigung
Beseitigung von Undichtigkeiten
Druckprüfung
Funktionsprüfung
Gewährleistung
Aufarbeitung von Plattenwärmetauscher
Innenreinigung ohne Demontage
Druckprüfung bis 10 bar
Auslitern und Differenzdruckmessung vor / nach der Reinigung als Nachweis des Reinigungserfolges
Sonderapparate-Bau
Optimierung von Thermalölanlagen
Nebenstromfilterung von Thermalölanlagen
Prüfung
Prüfung ortsveränderlicher elektrischer Geräte nach DGUV V3, VDE 0701 – 0702
Innenreinigung von verstopften Substratleitungen
Durchführung von Kamera-Inspektionen von Rohrsystemen
Wärmeübertragungssysteme
Kreisläufe zur Erzeugung und Übertragung von Wärmemengen sind nach wie vor lebenswichtige Grundlagen einer leistungsfähigen Industrieproduktion.
Vergleichbar mit dem Kreislauf eines gesunden Menschen, sind sie die Lebensgrundlage einer wirtschaftlichen Produktivität und damit Grundlage der Wettbewerbsfähigkeit eines Unternehmens.
Ob in der Chemischen Industrie, der Metallverarbeitung, Kunststoff- und Lebensmittel Industrie, Energie- und Wärmeerzeugung, fast in jedem Unternehmen sind diese Lebensadern vorhanden und sollten aus wirtschaftlichen Gründen gesund und leistungsfähig gehalten werden.
Die dazu notwendigen Aufwendungen sind relativ gering im Gegensatz zu ständig steigenden Reparaturkosten durch Versalzung, Korrosion und nachlassende Wärmeübertragungseigenschaften.
Die Herzstücke dieser Kreisläufe sind die Wärmetauscher, egal ob Tischkühler, Plattenwärmetauscher, Rohrbündeltauscher, Kühlwalzen oder Verdunstungskühltürme.
In vielen Unternehmen wird mittelfristig eine Erweiterung der Produktion angestrebt. In der Regel sind die bestehenden Kreisläufe in ihrer Leistung so ausgelegt, dass ausschließlich die bestehende Produktionsanlage damit betrieben werden kann.
Auch Neuanlagen sind nur bis max. 25 Grad/Celsius Außentemperatur ausgelegt und haben keine Leistungsreserven, um die Anschaffungskosten in Grenzen zu halten. Das heißt, auch bei Neuanlagen wird es zunehmend unmöglich, bei langanhaltenden Aussentemperaturen über 25 Grad/Celsius die volle Leistungsfähigkeit zu erhalten.
Bei ungepflegten Anlagen würde dies eine Einbuße von 50 % bedeuten, über Wochen, welcher Unternehmer will sich das leisten?
Im Angesicht des realen Klimawandels werden die Temperaturextreme immer öfter und länger, und die ohnehin oft an der Leistungsgrenze arbeitenden Übertragungssysteme überfordern und damit Produktionsminderung oder sogar Totalausfall verursachen.
Damit hilft nur eine technische Optimierung der Bestandsanlage.
Wärmeübertragungssysteme in den verschiedensten Anwendungen können sehr unterschiedlich in der Aufgabenstellung und damit auch in der Bauform sein. Sie haben aber alle die gleiche Funktion: Wärmeabgabe, genau dem Bedarf der jeweiligen Anlage angepasst.


Abgaswärmetauscher
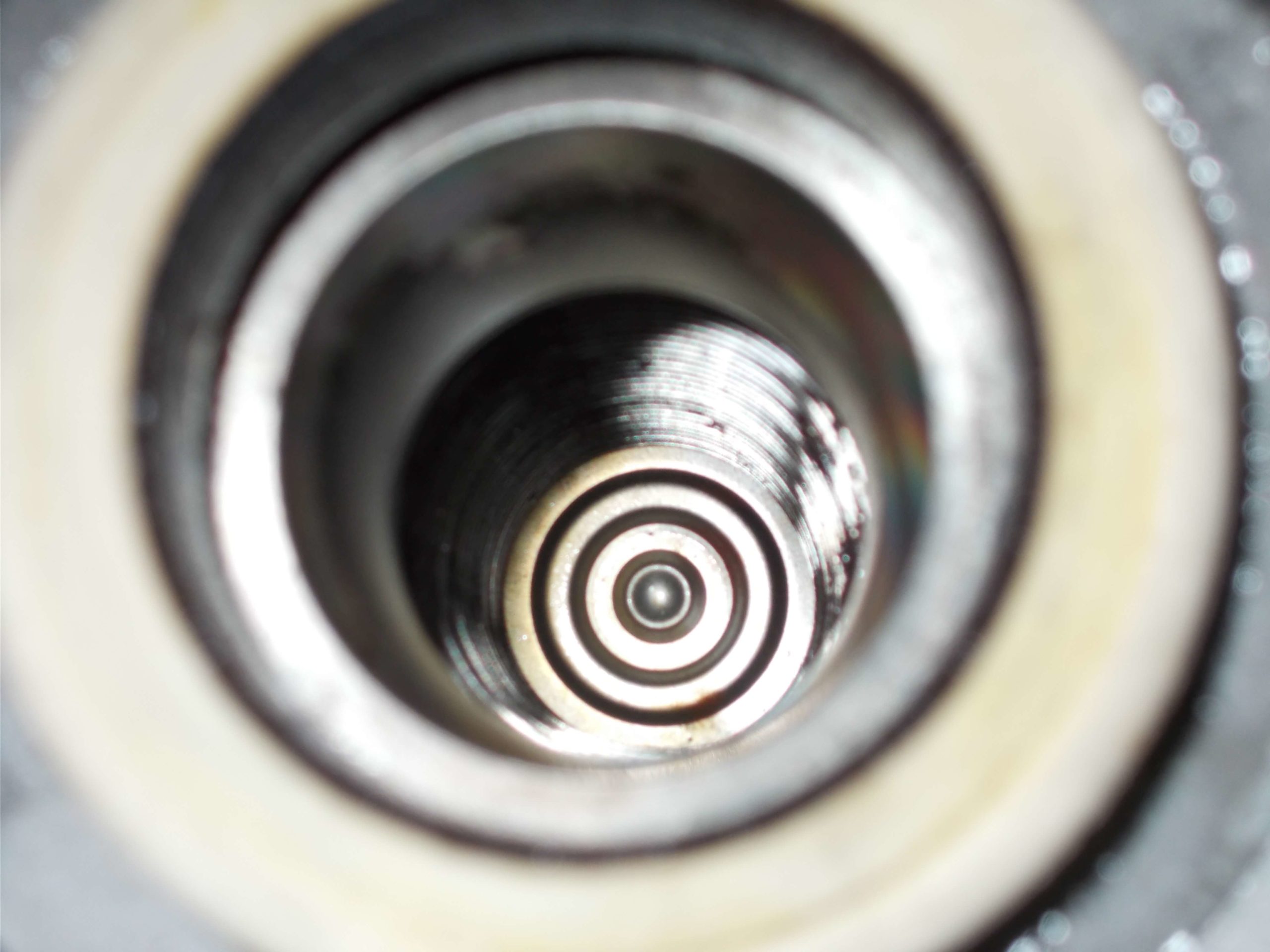
Abgaswärmetauscher werden als zusätzliche Wärmequelle und gleichzeitig zur Abgaskühlung genutzt.
Es sind Rohrbündel-Wärmetauscher, die wasserseitig mit Glykolgemisch betrieben werden und genau auf den entsprechenden Motortyp abgestimmt sind.
Die Reinigung der Abgasseite wird regelmäßig, auf Grund der Ablagerungen und damit einhergehender Querschnittsverengung / Leistungsminderung wegen drohender zu hoher Abgastemperatur, notwendig.
Am wichtigsten ist die Einhaltung der Betriebsparameter hinsichtlich Durchflußmenge und Mindest-Betriebsdruck des Kühlwassers.
Auf Grund der hohen Temperaturdifferenz zwischen Abgaseintritt und Austritt von bis zu 250 Grad/Celsius ist eine vollständige Entlüftung notwendig um ein Verbrennen des Glykols und Gasbildung zu verhindern. (Hinweis Siedetemp. Glykol mind. 170 Grad)


Innenansicht eines Abgaswärmetauscher (Lochfraß durch Schwefelablagerungen)
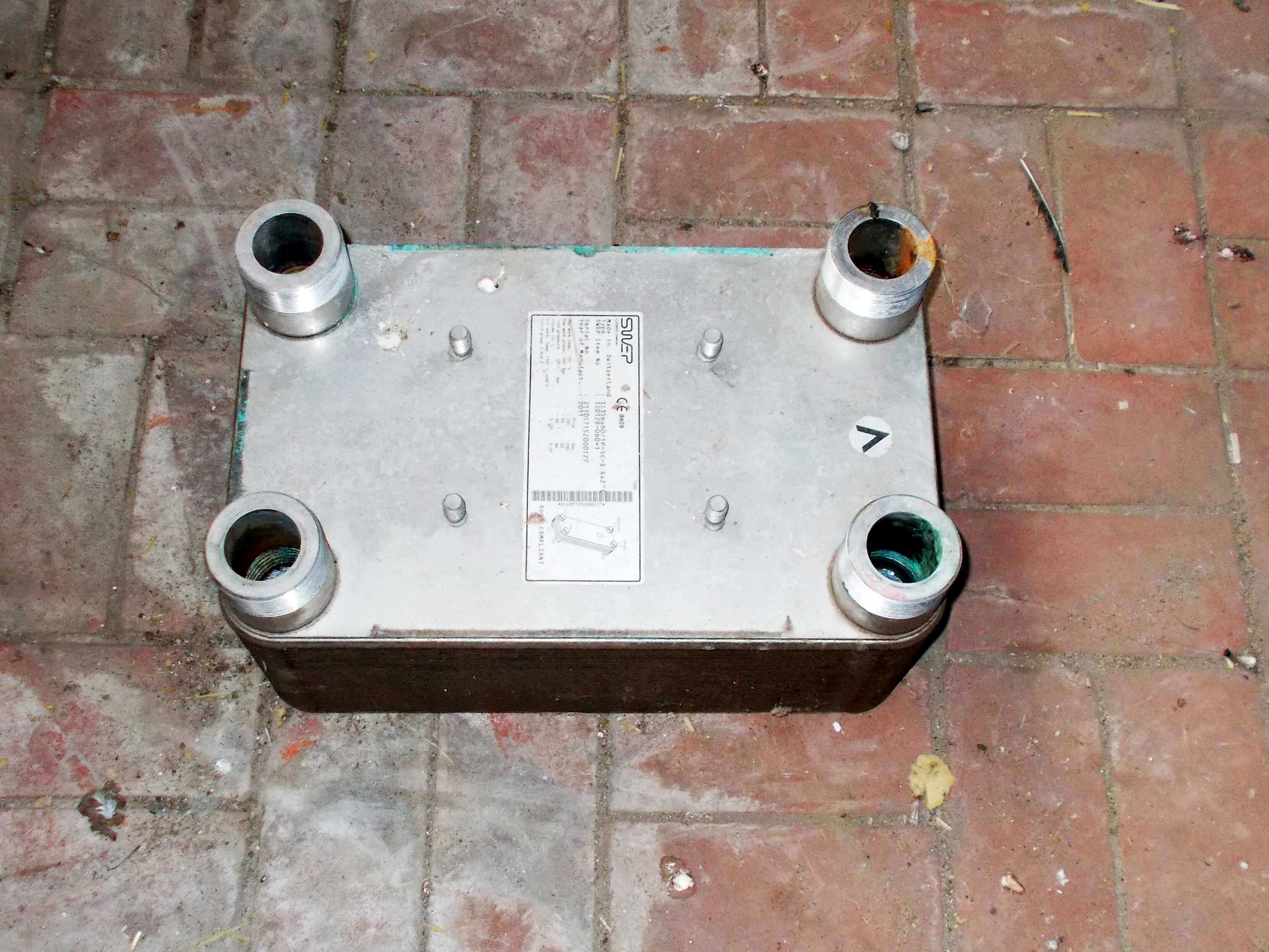
Plattenwärmetauscher
Plattenwärmetauscher sind vor allem als Übertragungselemente zwischen den Kreisläufen vorgesehen.
Diese Tauscher werden oft mit verschiedenen Medien betrieben und haben einen primären und sekundären Kreis.
Aus Umweltschutz- und Kostengründen werden diese oft mit normalem Wasser gespeist, womit ein gutes Wassermanagement notwendig wird.
Das Problem ist Belagbildung und damit sich verschlechternde Wärmeübertragungseigenschaften bis Totalausfall über 1 mm Belag an den Wandungen.
Stark gefährdet sind Anlagen mit ständiger Notwendigkeit von Wassereinspeisung aus Brunnen.
Diese Tauscher sollten jährlich inspiziert werden und bei Bedarf von einem Fachbetrieb gereinigt werden.

Umwälzwasser
Aus Unkenntnis oder Fehleinschätzung der Kosten, legen viele Betreiber wenig wert auf die Beschaffenheit des Umwälzwassers in den Kreisläufen ihrer Anlagen.
Dabei ist dieser Punkt äußerst wichtig um das Risiko von Schäden durch wasserchemisch bedingte Störungen, wie Steinbildung, Kalkablagerungen und Korrosion zu minimieren, um damit die Betriebssicherheit und Verfügbarkeit der Anlagen für lange Zeit zu gewährleisten.
Im Merkblatt MB TECH 1466 vom VdTÜV sind Festlegungen zum Betrieb von Fernwärmeheizanlagen und zur Beschaffenheit von Kreislaufwasser getroffen, welche als Betreiber unbedingt eingehalten werden sollten. Unwissenheit oder Unachtsamkeit können die Effizienz der Anlagen soweit minimieren, dass ein wirtschaftlicher Betrieb kaum noch möglich ist.
Das speziell aufgearbeitete Kreislaufwasser stellt zudem keinerlei Gefährdung der Umwelt dar und kann, unter der Voraussetzung, dass keine anderen umweltgefährdenden Stoffe enthalten sind, in das Abwassernetz eingeleitet werden.
Der Zeitaufwand und die anfallenden Kosten stehen in keinem Verhältnis zu den entstehenden Schäden.
Brunnenwasser ist generell nicht empfehlenswert, wegen der großen Anteile von Erdalkalien, die für die gefährliche Kesselsteinbildung und Korrosion verantwortlich sind.
Auch Regenwasser ist, entgegen landläufiger Meinungen, wegen zu hohem Anteil an Sauerstoff und Kohlendioxid nicht zu empfehlen. Diese Bestandteile führen ebenfalls zur Herabsetzung des pH-Wertes und damit zu erhöhter Korrosion.
Am besten bewährt hat sich die Verwendung von entsalztem Wasser unter Zusatz von Natrium-Triphosphat (Na3PO4) bis zur Grundalkalisierung von einem pH-Wert von ca. 9.
Damit ist ein ausreichender Schutz von Eisenmetallen eingestellt.
Weiterhin bildet phosphatiertes Wasser einen Schutzfilm, durch Umwandlung von Rost in Magnetit. Das so aufbereitete Umwälzwasser ist auch unter Zumischung von Glykol verwendbar.
Grundsätzlich sollten die Herstellerangaben und die Hinweise aus dem o.g. Merkblatt beachtet werden.
Anlagenspezifische Informationen können in der Regel nur durch einen Vororttermin erörtert werden.
Tischkühler
Tischkühler werden in der Regel mit Glykolgemischen betrieben und das Medium mittels durchströmender Luft gekühlt.
Die Wärmeübertragung wird durch die große Oberfläche der Lamellen sichergestellt. Probleme gibt es bei dieser Bauform in der Regel durch langsames Zusetzen der Zwischenräume und damit sich stetig verschlechternden Kühlleistung.
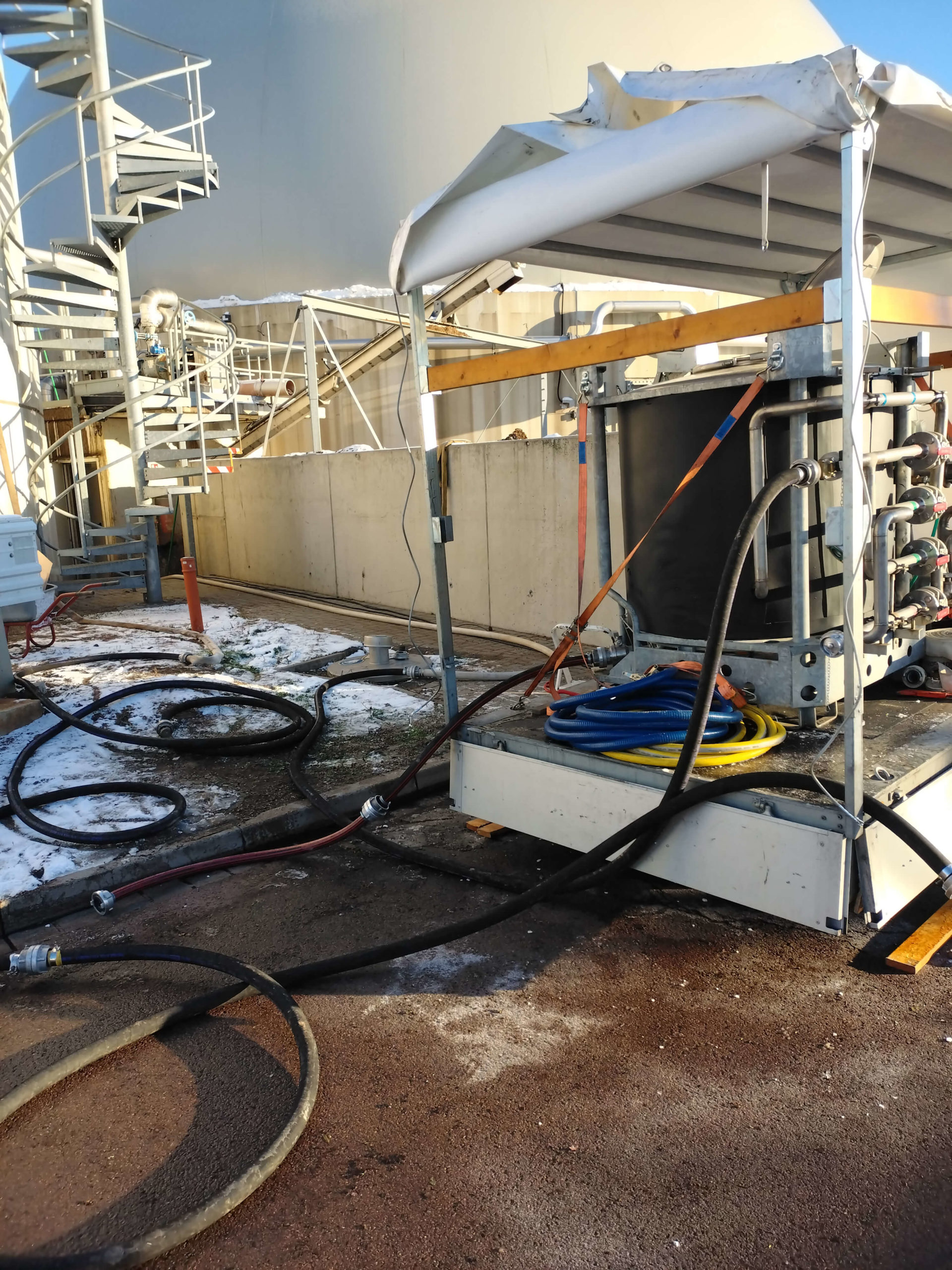
Eine Bodeninstallation ist, wegen der hohen Staub- und Insektenbelastung nicht zu empfehlen. (Siehe erstes Foto)
Deutlich vorteilhafter ist die Installation auf Hochgestelle oder Container.
Glykol-betriebene Kreisläufe haben zwar den Vorteil gegen Korrosion und Verkalkung geschützt zu sein, allerdings muss die deutlich geringere Wärmeübertragungsleistung von ca. 20%, gegenüber reinem Wasser, mit einberechnet werden.
Weiterhin ist ein Austausch des Gemisches und eine Spülung des kompletten Kreises nach 10-12 Betriebsjahren zu empfehlen.


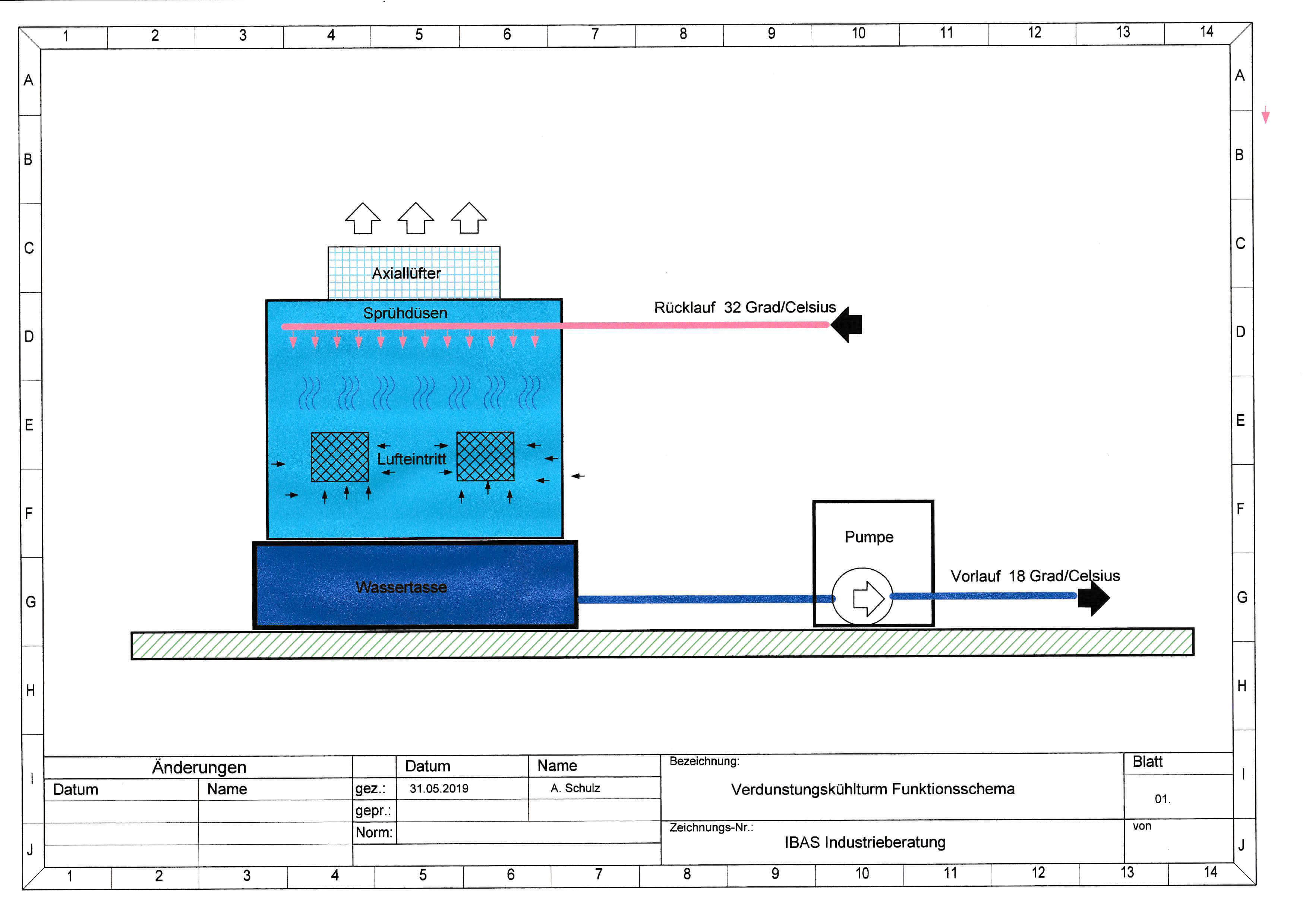
Verdunstungskühltürme
Seit der Inkraftsetzung der Novellierung der 42. Betriebs-Immissionsschutz- Verordnung 2018, (42 BImschV) hinsichtlich des Betreibens von Verdunstungskühltürmen sind lt. Gesetz die Betreiber verpflichtet die Anlagen anzumelden, Betriebstagebücher zu führen, quartalsmäßige
Untersuchungen auf Legionellenbelastung des Kühlwassers von einem zugelassenen Labor ausführen zu lassen und Eigenüberprüfungen zur biologischen Belastung in regelmäßigen Abständen durchzuführen und nachzuweisen. (siehe Link zur 42. BIschV)
Daraufhin ist oft eine technische Nachrüstung und regelmäßige Desinfektion des Kühlkreislaufes notwendig.
Der Betrieb von Verdunstungskühltürmen ist trotz der Auflagen, weiterhin eine optimale und kostengünstige Alternative.
Der technische Aufwand liegt um ein vielfaches unter den Kosten einer Umrüstung auf ein geschlossenes Kühlsystem.
Sonderapperatebau
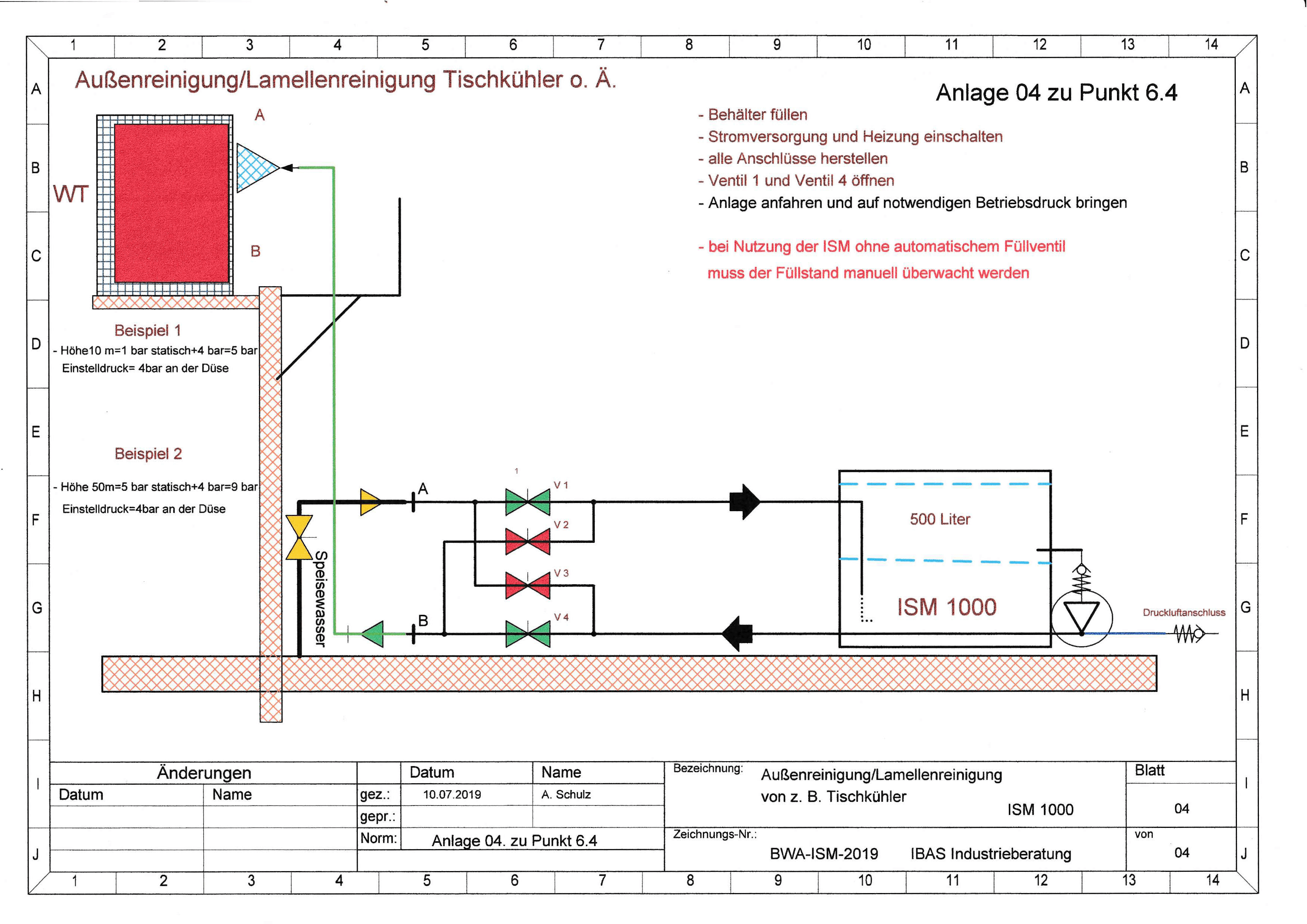
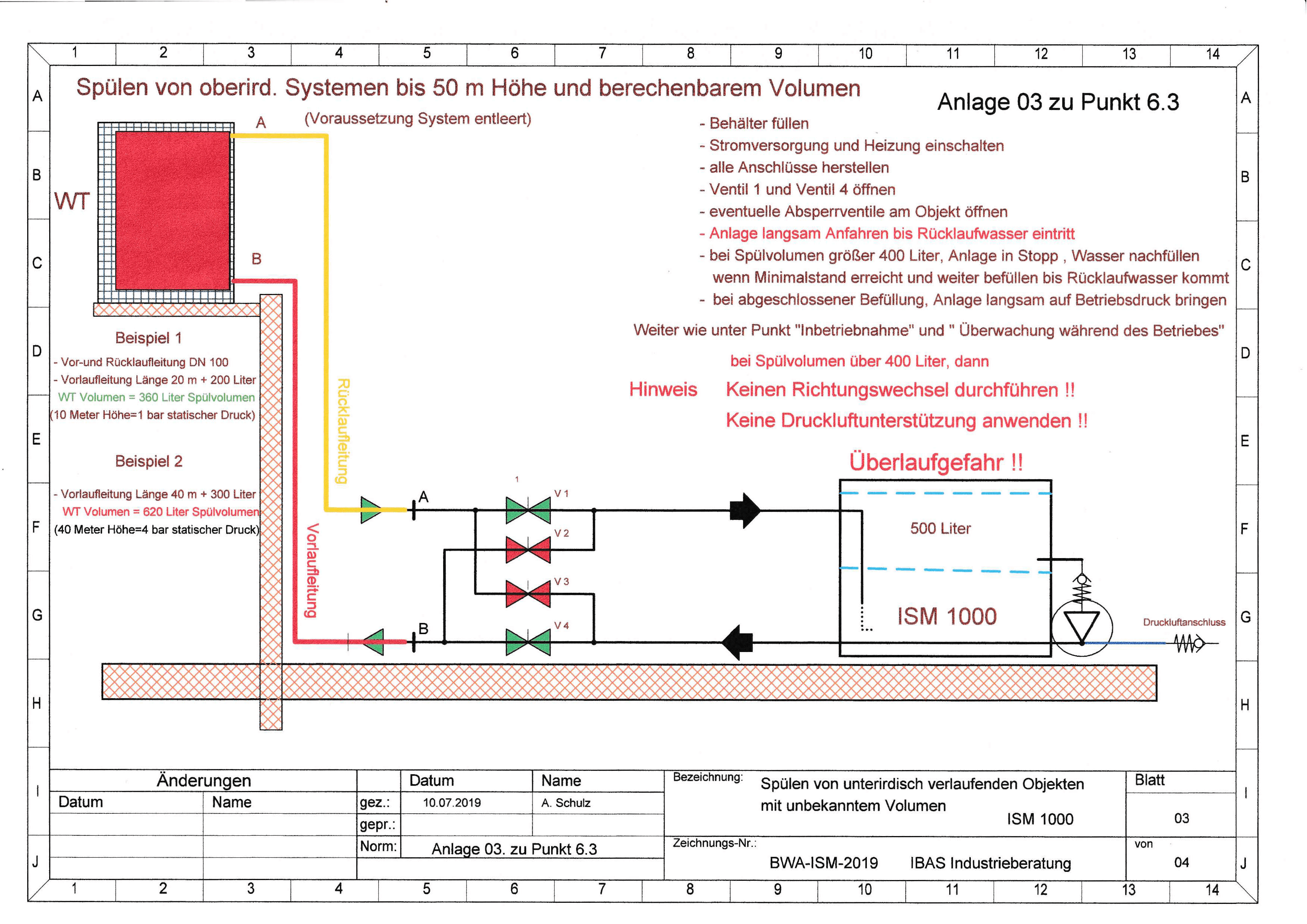
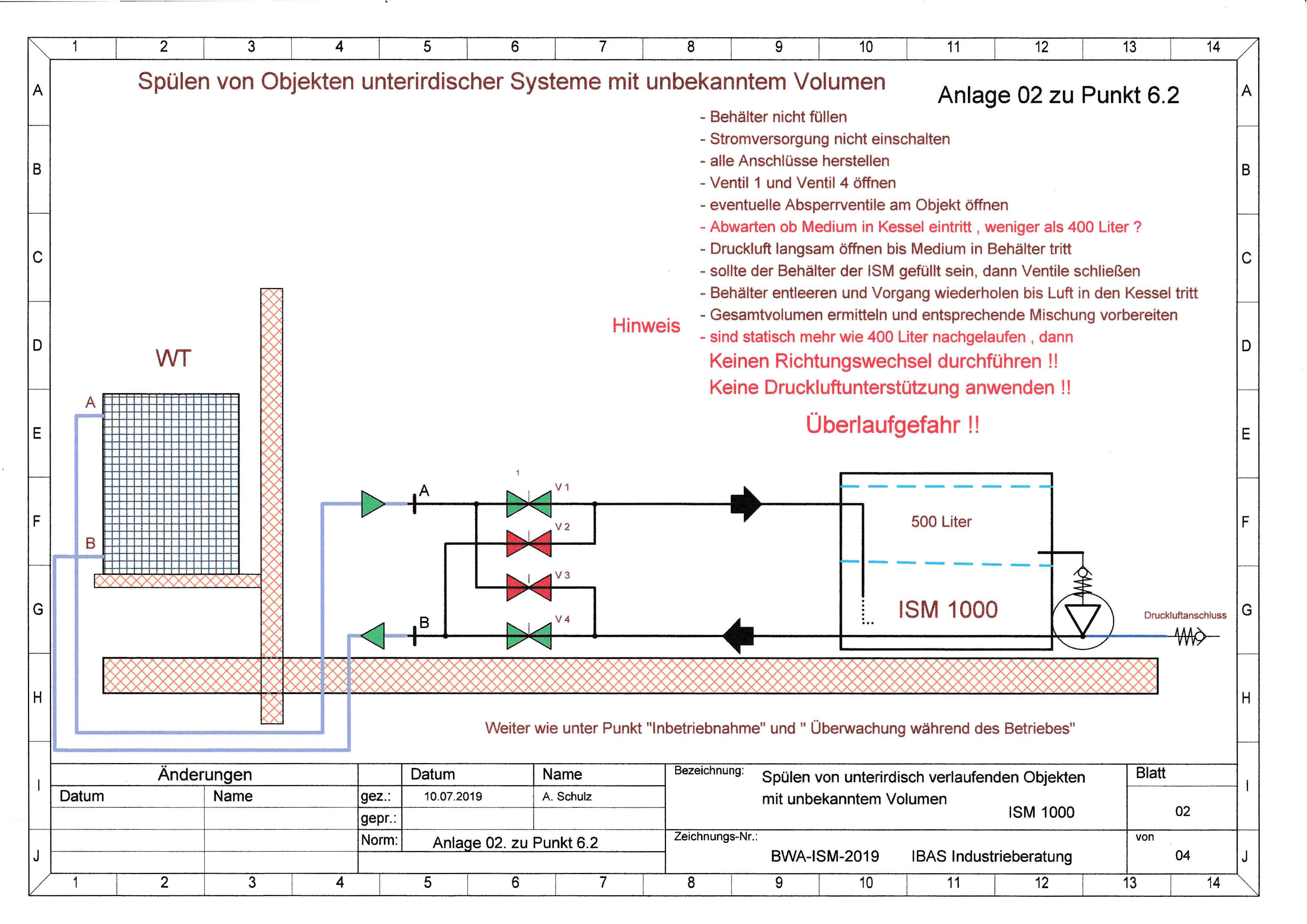
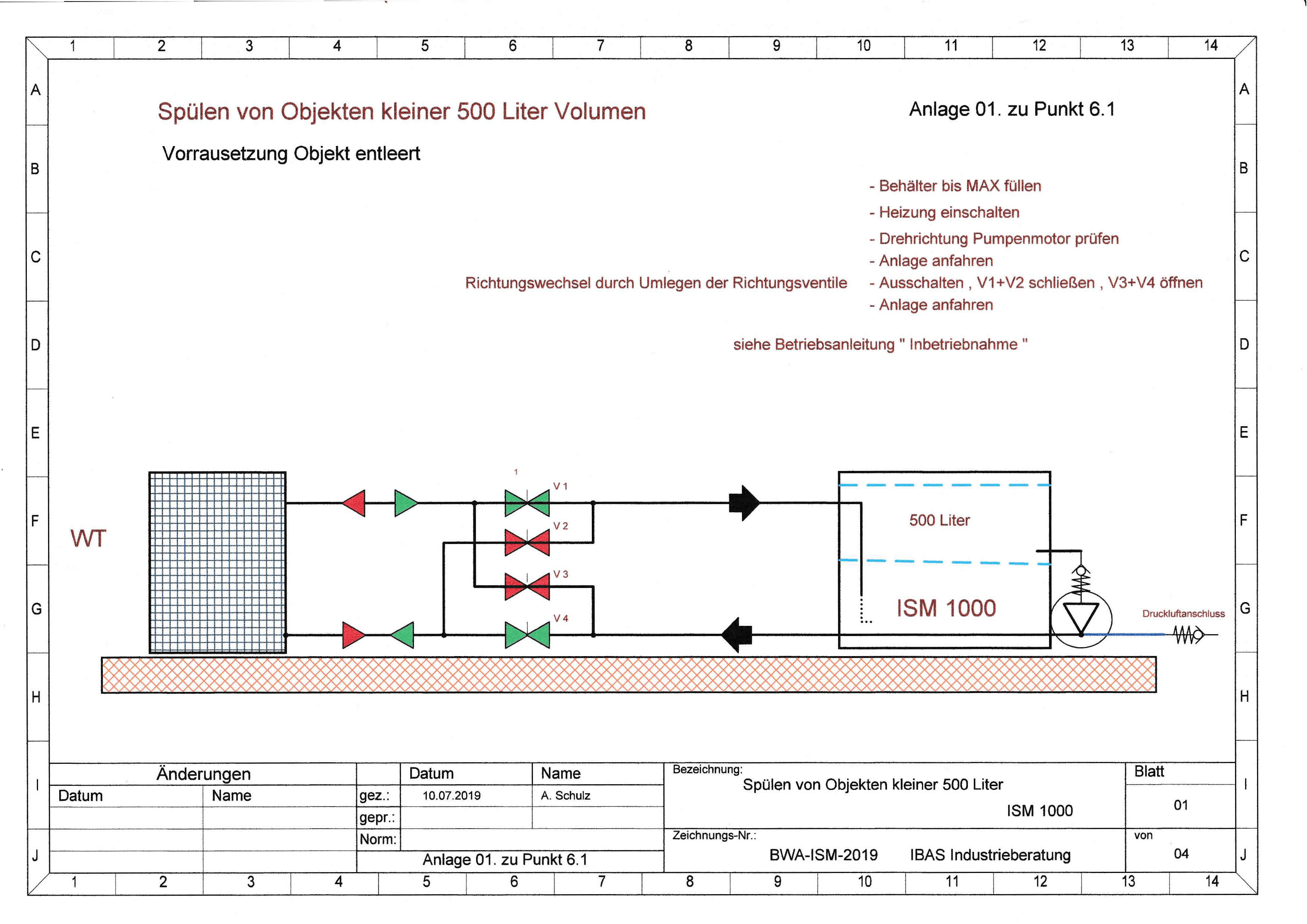
Anwendungsmöglichkeiten der Industriespülmaschine ISM 1000
Ich verwende zum Reinigen der Anlagen die Industriespülmaschine ISM 1000. Nachfolgend möchte ich Ihnen einige Anwendungsmöglichkeiten aus meiner Praxis heraus geben.
Download als PDF-Dokument: Industriespülmaschine ISM 1000










ISM 200
Die ISM 200 wurde speziell zur Innenreinigung von Plattenwärmetauscher bis 60 Liter Volumen konstruiert.
Im Gegensatz zur ISM 1000, welche für große PWT, Kühlwalzen und kplt. Leitungsystemen gebaut wurde, ist die ISM 200 ideal für kleinere Objekte. Wegen des geringerem Wasserverbrauchs und schneller Aufheizzeit ist sie deutlich effektiver als ihre große Schwester.
Als Nachweis des Reinigungserfolges kann, mittels geeigneter Anbauteile, eine „Ausliterung des Volumens“ vor und nach der Reinigung durchgeführt werden.
Weiterhin kann während des Reinigungsvorganges eine kontinuierliche Differenzdruckmessung, an den Anschlüssen des PWT, erfolgen.
Auf Grund der technischen Daten lt. Hersteller, kann der Reinigungszustand des PWT, zu jedem Zeitpunkt eingeschätzt werden.











Innenreinigung von verstopften Substratleitungen
Zuwachsen“ von Substratleitungen auf Biogasanlagen
Im Laufe von 10 – 15 Betriebsjahren der Biogasanlagen, bilden sich insbesondere in den Substratleitungen Kesselsteinablagerungen, welche die Leitungen nach und nach zuwachsen lassen und irgendwann, scheinbar plötzlich, verstopft sind.
In den letzten Jahren häufen sich die Durchflussprobleme auf allen BGA. Ursache sind die chemischen Reaktionen von, in den Pflanzen vorhandenen Erdalkalimetallsalzen, welche dann Calzium- und Magnesiumkarbonatablagerungen an den Rohrwandungen bilden. Kesselsteinablagerungen sind nicht wasserlöslich und lassen sich sehr schwer entfernen. Es gibt nur zwei Möglichkeiten der Beseitigung.
1. Neubau, sehr kostenintensiv, da oftmals Erdarbeiten, über viele Meter, anfallen und Gebäudefundamente geöffnet werden müssen.
2. Chemische Reinigung, wobei die Struktur erhalten bleibt und das System nach 3 – 4 Tagen wieder genutzt werden kann.
Eine mechanische Reinigung macht nur Sinn, auf kurzen und möglichst geraden Leitungsverläufen.
Es ist notwendig, je nach Volumen der betroffenen Leitungen, mehrere hundert Kilogramm der Verkrustungen zu lösen. Es hat sich aber gezeigt, dass dies mit der ISM 1000 durchaus möglich ist.


Ursachenforschung mittels Kamera-Befahrung von Rohrleitungssystemen
Durch Korrosion oder Ablagerungen entstehen Durchflußprobleme, welche die Betriebsabläufe erheblich stören können.
Zur Ursachenerfassung und damit festzulegenden Maßnahmen zur Störungsbeseitigung, sind Kamera-Befahrungen oft sehr hilfreich.


Über mich
Mein Name ist Andreas Schulz. Ich bin ausgebildeter Elektromonteur und Meister für Organisation.
In den letzten Jahrzehnten war ich unter anderem für die Deutsch Bahn AG im Bereich Instandhaltung und Wartung von elektrischen, pneumatischen und mechanischen Komponenten verantwortlich. Dazu war ich stellvertretender Kraftwerksleiter im Motorheizkraftwerk Deersheim und verantwortlich für die Umrüstung auf den Pflanzenölbetrieb.
Zuletzt war ich Produktionsleiter der Forschung und Entwicklung bei der W. Quandt GmbH & Co.KG in Schöningen. Dort war ich verantwortlich für die Instandhaltung der Produktionsanlage und die Entwicklung sowie Herstellung von Neuanlagen.



Kontakt
Andreas Schulz
Neue Siedlung 7
38829 Harsleben
Deutschland
Telefon: +49 175 22 01 561
E-Mail: info@ibas-industrieberatung.de
USt-ID: DE 320774130
IBAN: DE26810520000901061425
BIC : NOLADE21HRZ